


想要一睹【钢材工字型钢厂家十分靠谱】产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:【钢材工字型钢厂家十分靠谱】的图文介绍


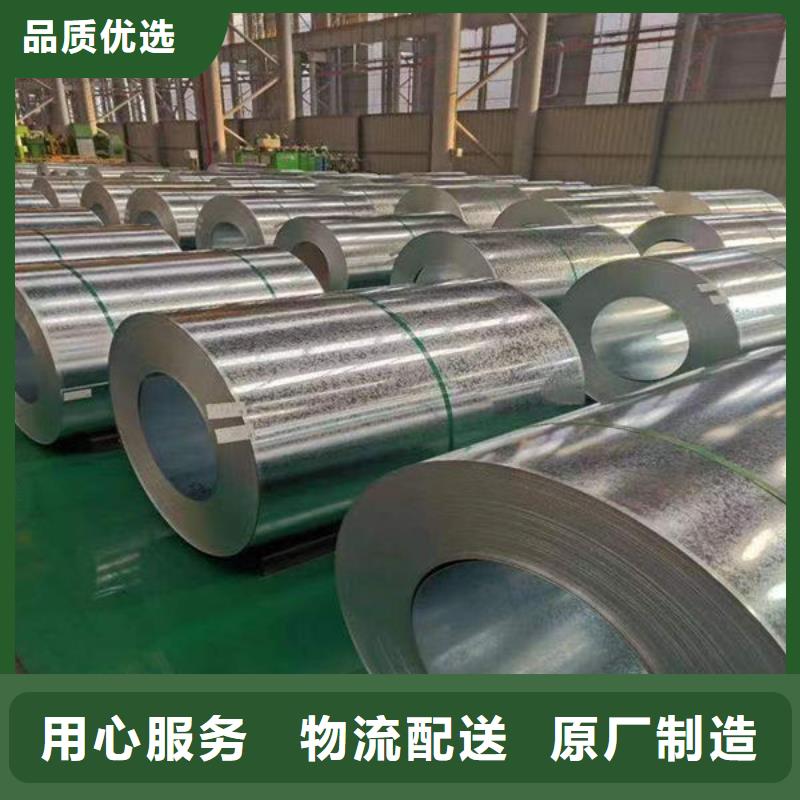
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。



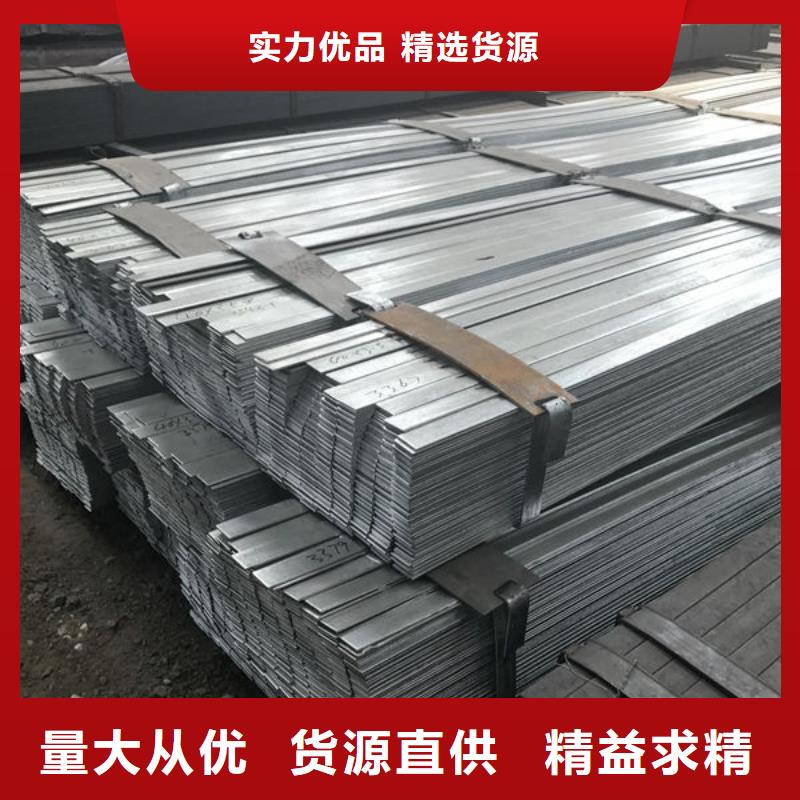
角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(石楼县分公司)专注于 钢板的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。



如何对螺旋钢材进行管理质量控制对于在螺旋钢管管口组对时存在错口超标的问题,应采取如下防范对策:(1)尽量采用内对口器。(2)组对时做好测量和修口工作。(3)组对时做好焊接管段的级配工作。(4)局部采用紫铜锤或铜垫板锤击校正。(5)当错口变形平重时要进行割口处理。螺旋钢管钢材管理:(1)使用内对口器时,与之相配套的设备、压风机设备和吊管机必须在施工前检查完好,使用操作灵活;在使用时应按操作规程作。(2)对口前要认真检查对口使用的设备是否正常:对口时要设专人指挥,按规范的动作指挥操作,避兔伤害事故发生。(3)在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,垫高必须坚实牢固,防止管道滚动伤人;不准用冻土、石块垫螺旋钢管。



无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
